
| Kontakt |
| Nasi dostawcy |
| Lista referencyjna |
© NORKOM 2008 |
CT150 sterownik cięcia jest technicznie oparty na wysokiej wydajności synchronicznego sterownika BY150. Chociaż oprogramowanie zostało specjalnie zaprojektowane dla systemu krajalnic obrotowych i aplikacji drukujących, z uwzględnieniem maksymalnej wydajności i dokładności cięcia, przy zachowaniu ostrożności pod względem zużycia części mechanicznych urządzenia tnącego. Wszystkie parametry są ustawiane całkowicie cyfrowo i nie ma potrzeby ich regulowania potencjometrem. Jednostka ta posiada mały panel operatorski z klawiszami i wyświetlaczem LCD do ustawiania rejestrów. Dostępne jest także oprogramowanie operatorskie umożliwiające łatwą konfigurację poprzez komputer PC, lub notebook. Niektóre z ważniejszych rejestrów są dostępne za pośrednictwem interfejsu równoległego, umożliwiającego zaprogramowanie długości cięcia i innych zmiennych poprzez prosty wyłącznik tarczowy BCD, lub wyjście PLC. Wszystkie wewnętrzne rejestry są dostępne poprzez transmisję szeregową RS232, 485, lub komunikację CANopen. Konstrukcja mechaniczna zawiera 19" stalową kasetę z wszystkimi wyprowadzeniami na zewnątrz, co gwarantuje znakomite atrybuty odporności na zakłócenia EMC. Przy użyciu obudowy SM150 urządzenie może być zamontowane na szynie DIN.
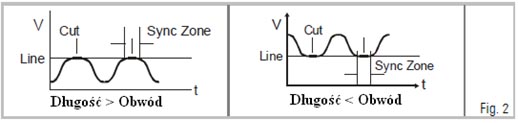
ZASADA DZIAŁANIA: Kiedy proces cięcia wymaga synchronicznej, obwodowej prędkości narzędzia tnącego z linii, jedyna odpowiednia długość cięcia jest równa obwodowi rolki (przy stałej prędkości obrotu). Zmiana długości cięcia wymaga wymiany rolki na inną z odpowiednią średnicą. Sterownik CT150 wykorzystuje dwuprędkościową zasadę pełnej synchronizacji w trakcie trwania cięcia, ale przy innej prędkości rolki, gdy narzędzie jest poza strefę cięcia (kiedy synchronizm nie jest niezbędny). Tak więc w okresie jednego obrotu rolki mówimy o dwóch strefach prędkości: Synchroniczna strefa cięcia (ustawiana za pomocą rejestru) i asynchroniczna strefa gdzie rolka podąża za profilem prędkości obliczonym za pomocą procesora w celu uzyskania pożądanej długości cięcia. CT150 oblicza profil prędkości strefy asynchronicznej w taki sposób, że fizycznie możliwe minimum przyspieszenia i opóźnienia momentu obrotowego jest stosowany do napędu w stosunku do rzeczywistej prędkości linii i ustawionej uprzednio długości cięcia. Przy ustawieniu długości mniejszej niż obwód rolki, asynchroniczna strefa będzie miała większą prędkość niż strefa synchroniczna. Ustawiając długość dłuższą niż obwód, asynchroniczna prędkość będzie niższa i napęd może nawet przejść w tymczasowy postój w razie potrzeby. Rysunek poniżej przedstawia typowe profile prędkości.
|