
| Kontakt |
| Nasi dostawcy |
| Lista referencyjna |
© NORKOM 2008 |
|
MC700
|
|
Firmware CT 701.04 jest odpowiedni do pracy z kontrolerem motrona MC700 lub MC720 i z odpowiednimi napędami serwo do generowania i sterowania profilem prędkości dla systemów tnących typu gilotyna.
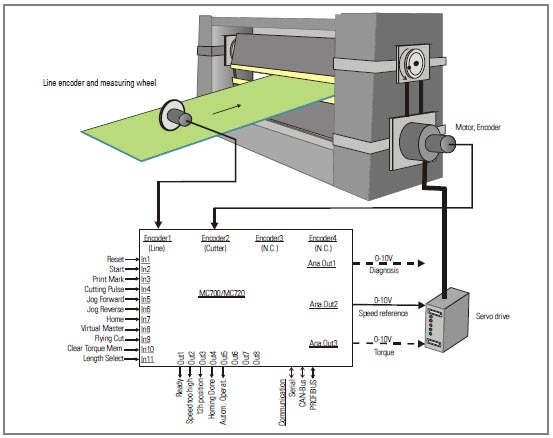
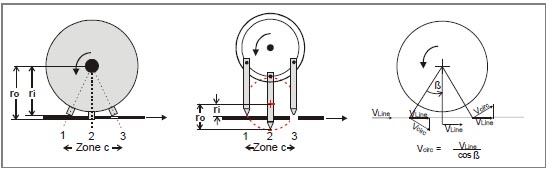
System ten wymaga poziomej prędkości narzędzia tnącego, aby pracował synchronicznie do materiału w każdym czasie penetracji narzędzia, podczas gdy profil prędkości określają poza strefą penetracji, długość cięcia i aktywny promień rotacji. Kolejny rysunek wyjaśnia zasadę działania obrotowego dziurkacza, nożyc obrotowych, a także geometryczną podstawę procesu. Oczywiste jest, że podczas penetracji narzędzia obie aplikacje wymagają kątowej korekty prędkości obrotowej tak szybko, jak różnica pomiędzy wewnętrznym promieniem ri i zewnętrznym promieniem ro jest znikoma.
Także wymagane jest posiadanie gładkiego profilu bez kątów i krawędzi, gdzie wszystkie wartości przyspieszenia i opóźnienia są redukowane do fizycznie możliwego minimum. W wyniku tych wymagań technicznych uzyskujemy profile prędkości jak poniżej:
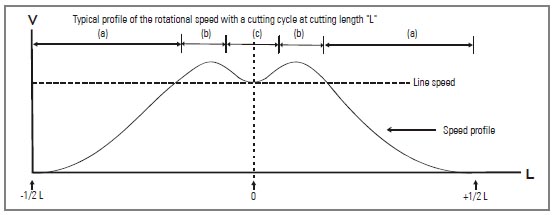
Strefa a) Rezultat współczynnika pomiędzy długością cięcia a obwodem obrotu rolki urządzenia
Długość > obwód - zmniejsza prędkość strefy (w odniesieniu do prędkości linii) i może zawierać tymczasowy postój.
Długość < obwód - zwiększa prędkość strefy. Strefa (b) jest konieczna aby umożliwić przejście ze strefy a) do strefy c).
Strefa c) jest strefą penetracji narzędzia i kształt profilu jest kształtowany poprzez geometrię maszyny, wymagającą w tej sytuacji odwrotnej krzywej cosinus.